1.Principi della filatura
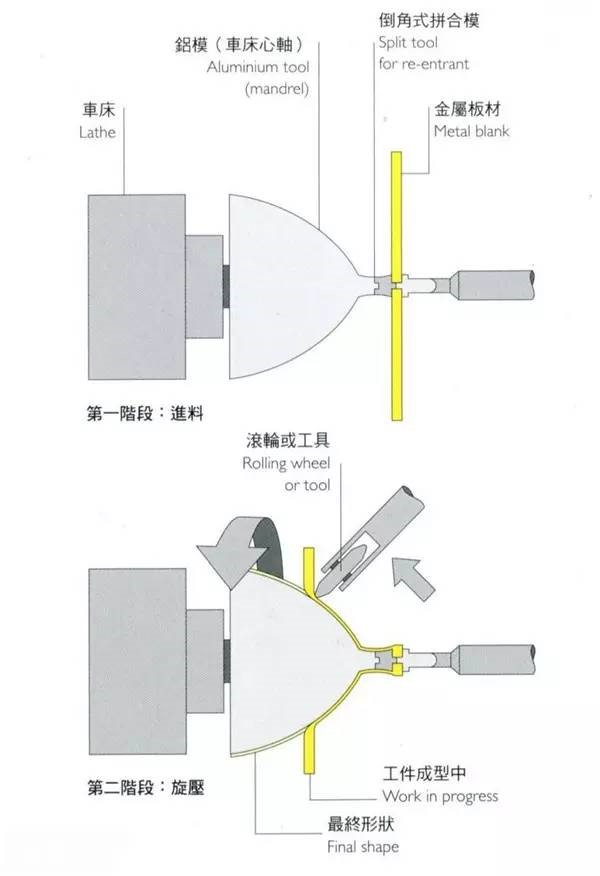
Il processo di filatura dei metalli prevede l'inserimento di un pezzo grezzo di metallo (tubo grezzo) su un mandrino, mentre un pezzo grezzo di lamiera viene premuto contro l'estremità del mandrino dalla contropunta e ruota insieme al mandrino sul mandrino. Sotto la pressione della ruota di filatura, il metallo viene deformato plasticamente punto per punto nel pezzo rotante cavo richiesto.
schematico
Video del processo di filatura
2.Classificazione della filatura di formatura
Il processo di filatura dei metalli integra le caratteristiche di forgiatura, estrusione, stiramento, piegatura, laminazione ad anello, laminazione incrociata e laminazione per la formazione di pezzi di forme diverse. In base alle caratteristiche di deformazione dei diversi pezzi grezzi, viene generalmente classificata in filatura convenzionale e filatura elettrica.
- Filatura convenzionale: Questo processo modifica la forma del grezzo senza alterarne significativamente lo spessore delle pareti.
- Power Spinning: Questo processo modifica sia la forma che lo spessore delle pareti del grezzo.
La filatura convenzionale è limitata alla lavorazione di materiali con una buona plasticità e di materiali più sottili, in cui la precisione dimensionale è difficile da controllare e richiede un alto livello di abilità da parte dell'operatore. Rispetto alla filatura convenzionale, la filatura elettrica non provoca deformazioni da ritiro nella parte della flangia del grezzo durante la lavorazione, evitando la formazione di grinze. La potenza della macchina del tornio di filatura è relativamente elevata, in grado di lavorare materiali più spessi, e lo spessore del pezzo può essere controllato più facilmente in quanto si assottiglia uniformemente lungo la generatrice.
3.Vantaggi della formatura a filare
- Ottime condizioni di deformazione del metallo: Durante la filatura, l'area di contatto tra il filatoio e il metallo è quasi puntiforme, il che comporta una piccola area di contatto e un'elevata pressione unitaria, che raggiunge i 2500~3500 MPa o più. Ciò rende la filatura adatta alla lavorazione di materiali ad alta resistenza e difficili da deformare con una forza di deformazione totale relativamente bassa, riducendo significativamente il consumo di energia. Per pezzi della stessa dimensione, il tonnellaggio di un tornio di filatura è solo circa 1/20 di quello di una pressa.
- <A seconda della capacità della macchina di filatura, è possibile produrre tubi a parete sottile di grande diametro, tubi speciali, tubi a sezione variabile e quasi tutti i pezzi rotazionali cavi con pareti sferiche, emisferiche, ellittiche, coniche, a gradini o di spessore variabile. Tra gli esempi vi sono i coni e i gusci delle ogive di razzi, missili e satelliti; le guarnizioni di penetrazione dei sottomarini e i gusci dei siluri; i riflettori dei radar e gli alloggiamenti dei proiettori; le cappottature dei motori a reazione e i componenti dei motori principali; i cilindri idraulici, gli alloggiamenti dei compressori e i cilindri; gli alberi delle turbine, gli ugelli, i coni TV, i coni delle camere di combustione e i soffietti; i tamburi per asciugatrici, impastatrici e lavatrici; le teste emisferiche a forma di piatto poco profondo, i barattoli del latte e gli articoli domestici cavi a parete sottile.
- Alto utilizzo del materiale e bassi costi di produzione: rispetto alla lavorazione, la filatura può far risparmiare 20%~50% di materiale, fino a 80%, riducendo i costi di 30%~70%.
- Miglioramento delle prestazioni del prodotto: La microstruttura e le proprietà meccaniche del materiale cambiano dopo la filatura, con una granulometria più fine e una struttura fibrosa. La resistenza alla trazione, il carico di snervamento e la durezza aumentano, con un miglioramento della resistenza di 60%~90%, mentre l'allungamento diminuisce.
- Bassa rugosità superficiale e strette tolleranze dimensionali: La rugosità superficiale dei prodotti filati varia generalmente da 3,21,6μm, con il valore migliore di 0,40,2μm. Dopo molteplici processi di filatura, la rugosità può raggiungere 0,1μm.
- Parti cave rotazionali senza saldatura: La filatura consente di produrre parti cave rotazionali senza saldatura, eliminando le discontinuità, la riduzione della resistenza, la fragilità e la concentrazione delle tensioni di trazione associate alla saldatura.
- Apparecchiature semplificate rispetto allo stampaggio di lamiere: la filatura dei metalli può semplificare notevolmente le attrezzature utilizzate nel processo. Alcuni pezzi che richiedono 6~7 processi di stampaggio possono essere prodotti con una sola operazione di filatura e i torni di filatura sono più economici delle presse di stampaggio.
- Produzione di fogli extra-large: La filatura consente di produrre fogli extra-large tagliando e appiattendo parti cilindriche lungo la generatrice. In Cina, ad esempio, un tornio in grado di filare parti cilindriche di φ2 m non è un dispositivo di grandi dimensioni, ma può facilmente produrre lamiere di 6 m di larghezza. Al contrario, i metodi di laminazione tradizionali richiedono un mulino molto più grande per produrre lastre di 3 metri di larghezza. Gli Stati Uniti hanno utilizzato la tecnologia di filatura per produrre lamiere larghe fino a 7,5 metri e lunghe 9 metri.
- Esposizione dei difetti: Durante il processo di filatura, difetti come inclusioni, laminazioni, crepe e fori di sabbia nel grezzo vengono facilmente esposti grazie alla deformazione punto per punto, consentendo al processo di filatura di fungere anche da metodo di ispezione del prodotto.
- Ampia gamma di fonti di pezzi grezzi: Pezzi stampati cavi, estrusioni, fusioni, pezzi saldati, pezzi forgiati lavorati e pezzi laminati, nonché piastre rotonde, possono essere utilizzati come pezzi grezzi per la filatura. È anche possibile filare metalli difficili da deformare come titanio, molibdeno, tungsteno, tantalio, niobio e le loro leghe.
4.Svantaggi della formatura a filatura
- Tranne che per i pezzi rotanti a parete sottile, come quelli cilindrici, conici ed ellittici, la produzione di altri pezzi di forma complessa con la filatura potrebbe non essere economica o fattibile, e lo spessore del grezzo di filatura non può essere troppo grande.
- Le dimensioni dei lotti per la filatura dei metalli sono piuttosto limitate; lotti molto grandi o molto piccoli non sono convenienti. I lotti medio-piccoli sono i più vantaggiosi, con lotti di 50-5000 pezzi che sono i più economici. Quando la dimensione del lotto è inferiore a 1000, i pezzi di filatura sono più economici di quelli stampati, ma quando la dimensione del lotto supera i 1000 pezzi, i pezzi di filatura diventano più costosi di quelli stampati.
5.Applicazioni della filatura di formatura
- Missili, razzi, esplorazione spaziale
- Industria aeronautica
- Produzione di armi
- Industria civile