|
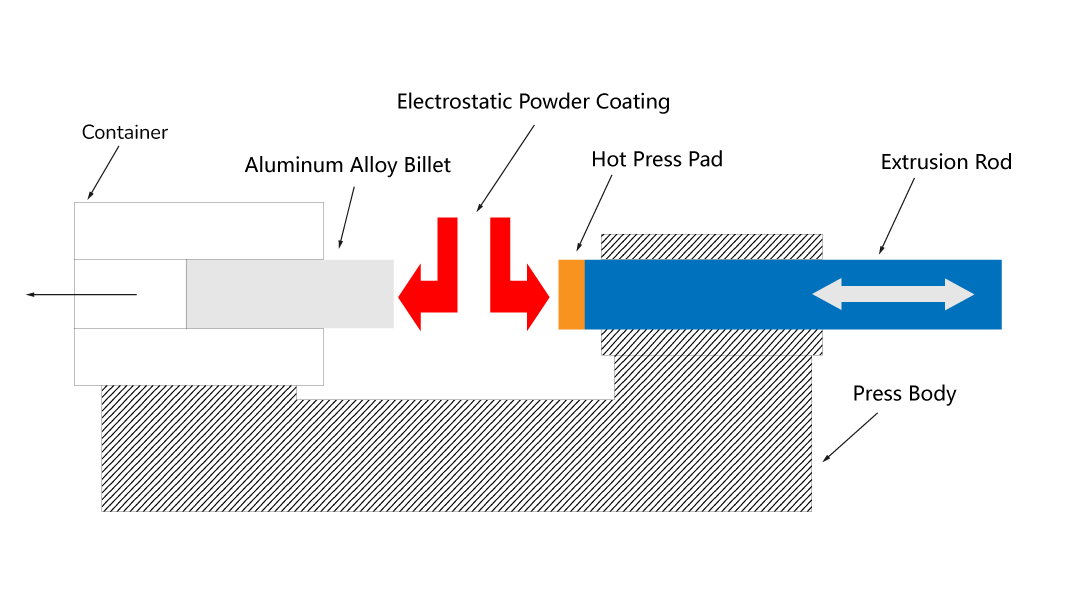
Punto di applicazione dell'agente di rilascio |
|---|
|
|
|
Linea di produzione per estrusione |
Billet |
Dopo la segatura a freddo della billetta, applicare polvere di talco e asciugare |
|---|---|---|
|
|
|
|



|
Pressa di estrusione orizzontale |
Stampo di estrusione |
Dispositivo di raffreddamento in uscita |
|---|---|---|
|
|
|
|



|
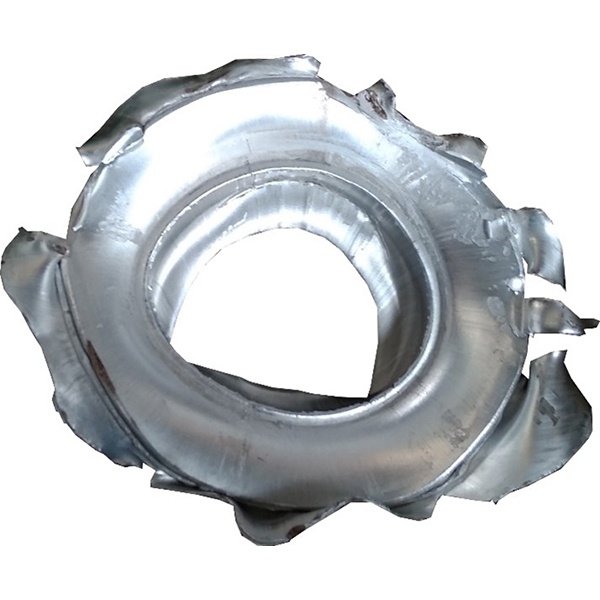
Alluminio che si attacca al tampone di estrusione |
Alluminio che si attacca durante la separazione dei rottami |
|---|---|
|
|
|

|
Punto di applicazione dell'agente di rilascio |
Separazione dei rottami liscia |
|---|---|
|
|
|

