La lubrificazione e il raffreddamento sono fondamentali nel processo di filatura. I lubrificanti comunemente utilizzati sono:
Olio per macchine
Sapone
Paraffina
Grasso
Olio miscelato
Olio idrosolubile
Spray
Zinco gelificato
Disolfuro di molibdeno
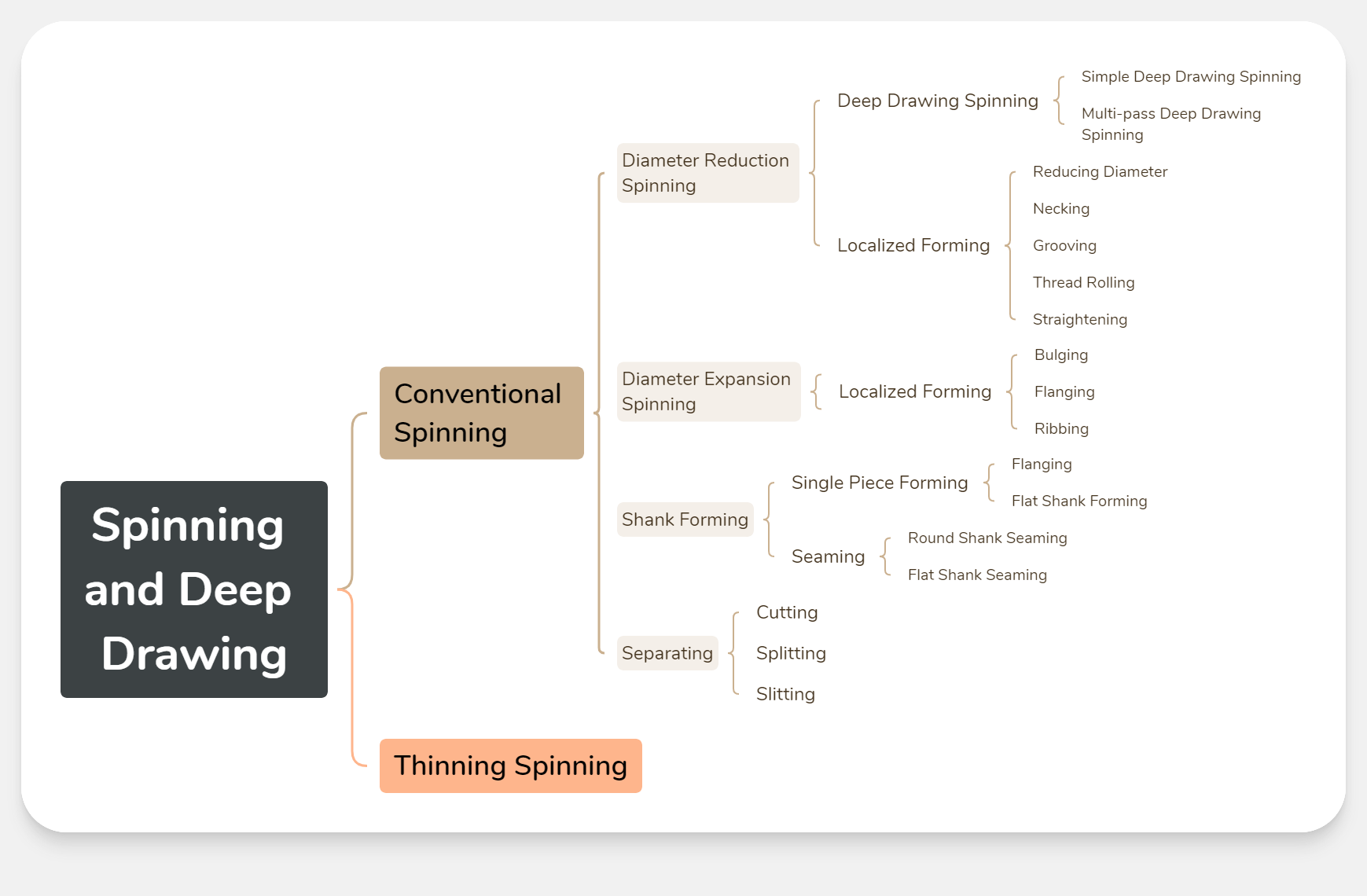
Nella filatura ordinaria, in cui il rullo entra in contatto con il pezzo in lavorazione in modo rotatorio, la lubrificazione fluida è generalmente sufficiente e i requisiti di lubrificazione non sono stringenti. Tuttavia, nella filatura di assottigliamento, i lubrificanti sono spesso utilizzati per ridurre la resistenza alla deformazione e migliorare la qualità della superficie.
Punti da notare
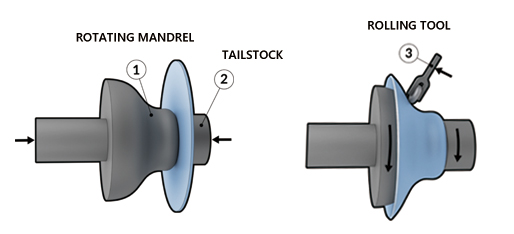
Quando si utilizzano lubrificanti fluidi, il contatto tra lo spezzone e il rullo avviene per rotolamento, facilitando l'ingresso del lubrificante nella superficie di contatto.
Maggiore è la viscosità del lubrificante, maggiore è la velocità di rotazione del grezzo, maggiore è il diametro del rullo, minore è la velocità di avanzamento del rullo e la pressione di filatura, migliore è l'effetto di lubrificazione.
I lubrificanti devono essere applicati in modo uniforme per evitare la formazione di disegni superficiali sul prodotto.