|
Shering the Sheet Metals |
Blanking Process of Sheet Metal |
|---|---|
|
|
|
|
Blanking Equipment |
|---|
|
|
|
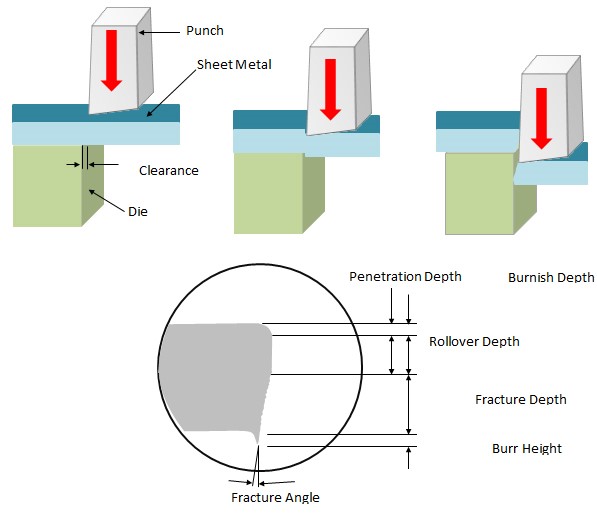
Illustration of the Stages of Blanking and Forming |
|---|
|
|
|
Raw Material |
Stamped Product |
Product Details |
|---|---|---|
|
|
|
|


