|
标准A型封闭器法兰 |
标准B型封闭器法兰 |
|---|---|
|
|
|


|
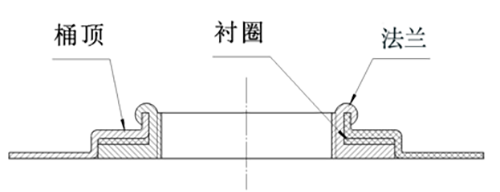
法兰与桶顶锁装结构 |
|---|
|
|
|
原材料 |
成品 |
|---|---|
|
|
|


|
原用油品 |
合格品 |
不合格品 |
|---|---|---|
|
|
|
|


