|
Release Agent Application Point |
|---|
|
|
|
Extrusion Production Line |
Billet |
After Cold Sawing the Billet, Apply Talc Powder and Dry |
|---|---|---|
|
|
|
|



|
Horizontal Extrusion Press |
Extrusion Die |
Exit Cooling Device |
|---|---|---|
|
|
|
|



|
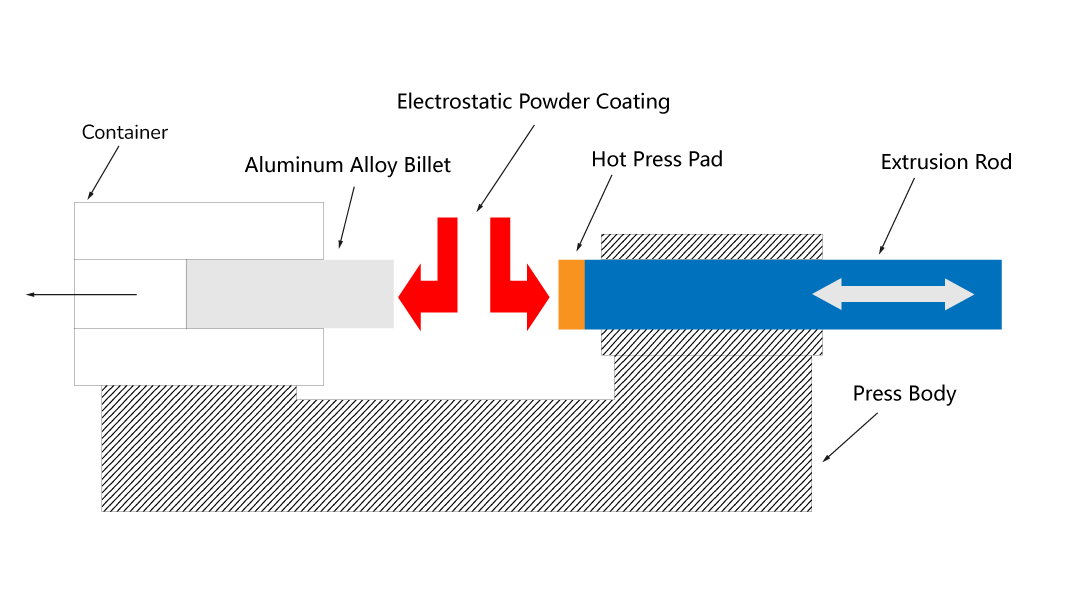
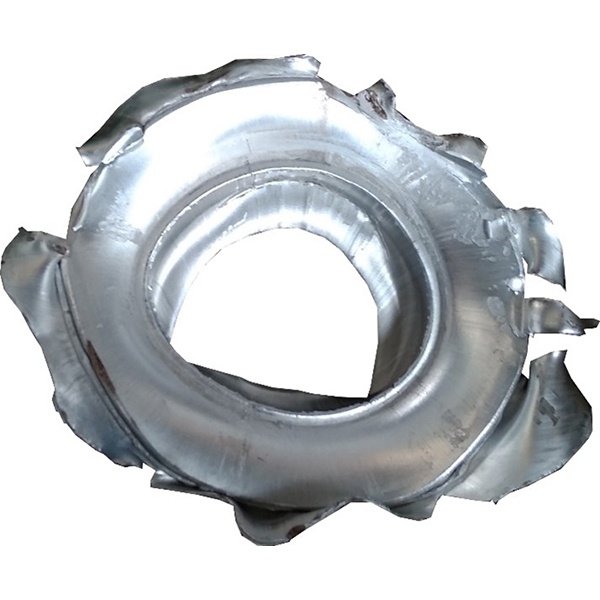
Aluminum Sticking to the Extrusion Pad |
Aluminum Sticking During Scrap Separation |
|---|---|
|
|
|

|
Release Agent Application Point |
Smooth Scrap Separation |
|---|---|
|
|
|

