|
شفة إغلاق من النوع A القياسية |
شفة إغلاق قياسية من النوع B أقرب |
|---|---|
|
|
|


|
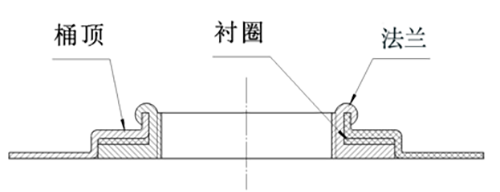
بنية قفل الحافة والبرميل العلوي |
|---|
|
|
|
المواد الخام |
المنتج النهائي |
|---|---|
|
|
|


|
الزيوت المستخدمة سابقاً |
المنتجات المؤهلة |
المنتجات غير المؤهلة |
|---|---|---|
|
|
|
|


