|
Standard Typ A Schließerflansch |
Standard Typ B Schließerflansch |
|---|---|
|
|
|


|
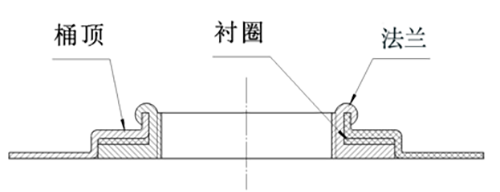
Flansch- und Fassdeckelverriegelungskonstruktion |
|---|
|
|
|
Rohmaterialien |
Fertiges Produkt |
|---|---|
|
|
|


|
Zuvor verwendete Öle |
Qualifizierte Produkte |
Unqualifizierte Produkte |
|---|---|---|
|
|
|
|


