|
Release Agent Anwendungspunkt |
|---|
|
|
|
Produktionslinie für die Extrusion |
Knüppel |
Nach dem Kaltsägen des Knüppels Talkumpulver auftragen und trocknen |
|---|---|---|
|
|
|
|



|
Horizontale Strangpresse |
Strangpresswerkzeug |
Austritt Kühlvorrichtung |
|---|---|---|
|
|
|
|



|
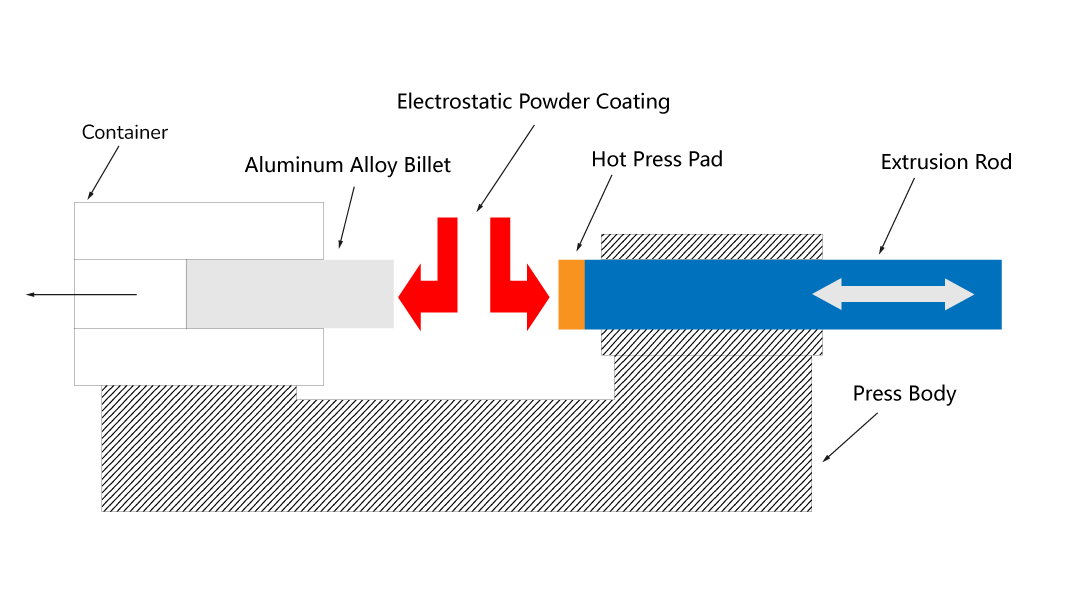
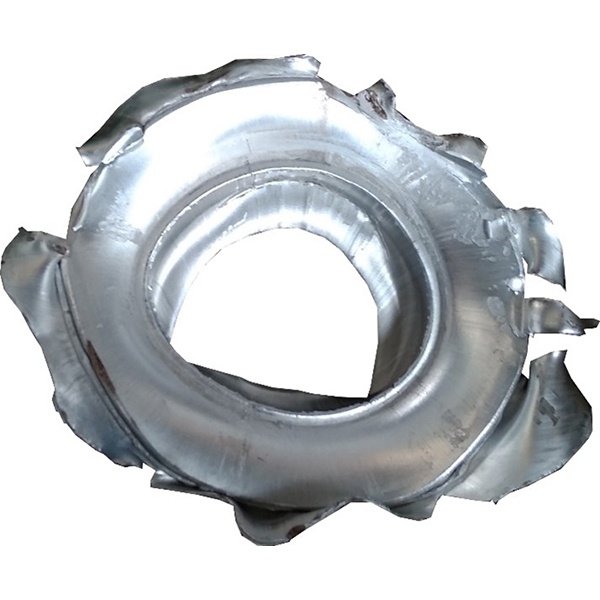
Aluminium klebt an der Strangpressplatte |
Anhaften von Aluminium bei der Schrottabtrennung |
|---|---|
|
|
|

|
Release Agent Anwendungspunkt |
Glatte Schrottabtrennung |
|---|---|
|
|
|

