Schmierung und Kühlung sind für den Spinnprozess von entscheidender Bedeutung. Zu den üblicherweise verwendeten Schmiermitteln gehören:
Maschinenöl
Seife
Paraffin
Schmierfett
Gemischtes Öl
Wasserlösliches Öl
Sprays
Geliertes Zink
Molybdändisulfid
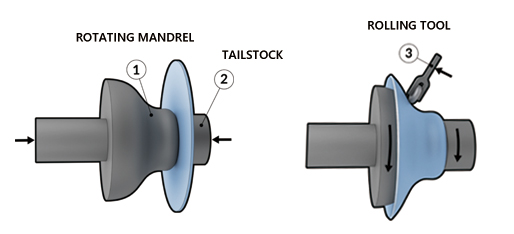
Beim normalen Drückwalzen, bei dem die Walze das Werkstück rotierend berührt, ist eine Flüssigkeitsschmierung im Allgemeinen ausreichend, und die Anforderungen an die Schmierung sind nicht sehr hoch. Beim Durchforstungsspinnen werden jedoch häufig Schmiermittel verwendet, um den Verformungswiderstand zu verringern und die Oberflächenqualität zu verbessern.
Zu beachtende Punkte
Bei der Verwendung flüssiger Schmiermittel ist der Kontakt zwischen Rohling und Walze rollend, wodurch das Schmiermittel leichter in die Kontaktfläche eindringen kann.
Je höher die Viskosität des Schmiermittels, je höher die Drehzahl des Rohlings, je größer der Walzendurchmesser und je geringer die Walzenvorschubgeschwindigkeit und der Spinndruck, desto besser ist die Schmierwirkung.
Schmiermittel sollten gleichmäßig aufgetragen werden, um Oberflächenmuster auf dem Produkt zu vermeiden.