1. Principes du filage et du formage
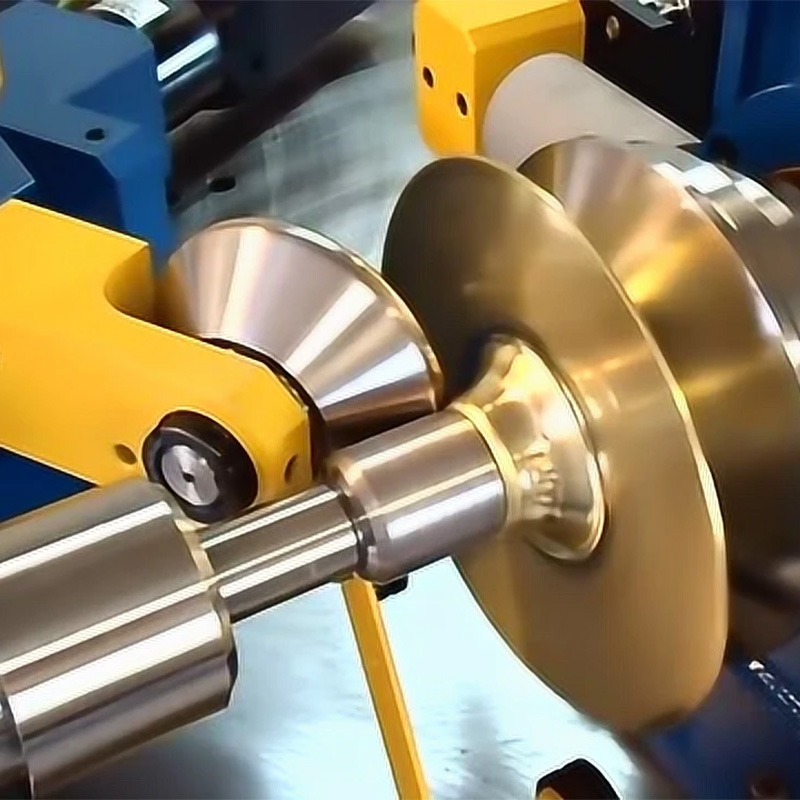
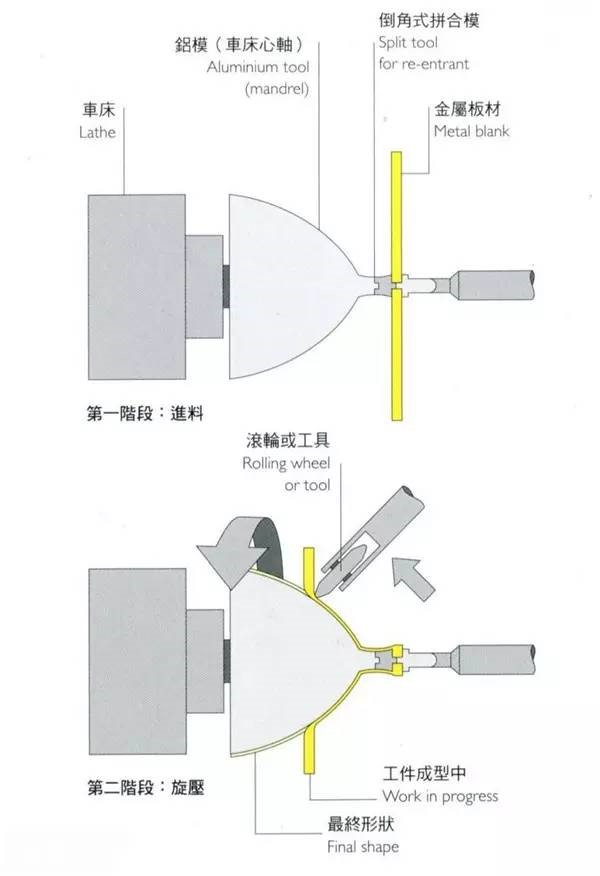
Le processus de filage du métal consiste à placer une ébauche métallique (ébauche de tube) sur un mandrin, tandis qu'une ébauche de feuille est pressée contre l'extrémité du mandrin par la contre-pointe et tourne avec le mandrin sur la broche. Sous la pression du rouet, le métal est déformé plastiquement point par point pour former la pièce rotative creuse souhaitée.
schéma
Vidéo sur le processus de filage
2.Classification du formage par filage
Le processus de filage des métaux intègre les caractéristiques du forgeage, de l'extrusion, de l'étirement, du cintrage, du laminage en anneau, du laminage en croix et du laminage lors de la formation de pièces de différentes formes. En fonction des caractéristiques de déformation des différentes pièces brutes, on distingue généralement la filature conventionnelle et la filature mécanique.
- Filage conventionnel: Ce procédé modifie la forme de l'ébauche sans altérer de manière significative l'épaisseur de sa paroi.
- Power Spinning: Ce processus modifie à la fois la forme et l'épaisseur de la paroi de l'ébauche.
Le filage conventionnel est limité au traitement de matériaux ayant une bonne plasticité et de matériaux plus minces, pour lesquels la précision dimensionnelle est difficile à contrôler, ce qui exige un niveau de compétence élevé de la part de l'opérateur. Par rapport à la filature conventionnelle, la filature motorisée ne provoque pas de déformation de rétrécissement dans la partie du flanc de l'ébauche pendant le traitement, ce qui évite la formation de plis. La puissance de la machine du tour à filer est relativement élevée, ce qui permet de traiter des matériaux plus épais, et l'épaisseur de la pièce peut être contrôlée plus facilement car elle s'amincit uniformément le long de la matrice.
3.Avantages du formage par centrifugation
- Bonnes conditions de déformation du métal: Pendant le filage, la zone de contact entre le rouet et le métal est presque ponctuelle, ce qui entraîne une petite zone de contact et une pression unitaire élevée, atteignant 2500~3500 MPa ou plus. Le repoussage convient donc au traitement de matériaux très résistants et difficiles à déformer avec une force de déformation totale relativement faible, ce qui réduit considérablement la consommation d'énergie. Pour des pièces de même taille, le tonnage d'un tour à repousser ne représente qu'environ 1/20 de celui d'une presse.
- <En fonction de la capacité de la machine à filer, il est possible de produire des tubes à paroi mince de grand diamètre, des tubes spéciaux, des tubes à section variable et presque toutes les pièces rotatives creuses à paroi sphérique, hémisphérique, elliptique, conique, étagée ou d'épaisseur variable. Parmi les exemples, on peut citer les nez et les coques de fusées, de missiles et de satellites ; les joints de pénétration de sous-marins et les coques de torpilles ; les réflecteurs de radars et les boîtiers de projecteurs ; les capots de moteurs à réaction et les composants de moteurs principaux ; les cylindres hydrauliques, les boîtiers de compresseurs et les cylindres ; les arbres de turbines, les buses, les cônes de télévision, les cônes de chambres de combustion et les soufflets ; les tambours de séchoirs, de mixeurs et de laveuses ; les têtes hémisphériques en forme de plat peu profond, les boîtes de lait et les articles ménagers creux à parois minces.
- <Comparé à l'usinage, le filage permet d'économiser 20%~50% de matériau, jusqu'à 80%, réduisant les coûts de 30%~70%.
- Amélioration des performances du produit: La microstructure et les propriétés mécaniques du matériau changent après le filage, avec une taille de grain plus fine et une structure fibreuse. La résistance à la traction, la limite d'élasticité et la dureté augmentent toutes, avec une amélioration de la résistance de 60%~90%, tandis que l'allongement diminue.
- Faible rugosité de surface et tolérances dimensionnelles serrées: La rugosité de surface des produits filés est généralement comprise entre 3,21,6μm, la meilleure étant de 0,40,2μm. Après plusieurs processus de filage, la rugosité peut atteindre 0,1μm.
- Pièces creuses rotatives sans soudure: Le filage permet la production de pièces creuses rotatives sans soudure, éliminant les discontinuités, la réduction de la résistance, la fragilité et la concentration des contraintes de traction associées au soudage.
- Equipement simplifié par rapport à l'emboutissage: Le repoussage des métaux peut simplifier considérablement l'équipement utilisé dans le processus. Certaines pièces qui nécessitent 6~7 processus d'emboutissage peuvent être produites avec une seule opération de filage, et les tours de filage sont moins chers que les presses d'emboutissage.
- Production de feuilles extra-larges: Le filage permet de produire des feuilles extra-larges en coupant et en aplatissant des pièces cylindriques le long de la génératrice. Par exemple, en Chine, un tour à filer capable de filer des pièces cylindriques de φ2m n'est pas un grand appareil, mais il peut facilement produire des tôles de 6m de large. En revanche, les méthodes de laminage traditionnelles nécessitent un laminoir beaucoup plus grand pour produire des tôles de 3 m de large. Les États-Unis ont utilisé la technologie de filage pour produire des tôles d'une largeur de 7,5 m et d'une longueur de 9 m.
- <Au cours du processus de filage, les défauts tels que les inclusions, les laminations, les fissures et les trous de sable dans l'ébauche sont facilement exposés en raison de la déformation point par point, ce qui permet au processus de filage de servir également de méthode d'inspection du produit.
- <Les pièces creuses estampées, les extrusions, les pièces moulées, les pièces soudées, les pièces forgées usinées et les pièces laminées, ainsi que les plaques rondes, peuvent toutes être utilisées comme ébauches pour le filage. Il est également possible de filer des métaux difficiles à déformer comme le titane, le molybdène, le tungstène, le tantale, le niobium et leurs alliages.
4. Inconvénients du formage par filage
- À l'exception des pièces rotatives à paroi mince telles que les pièces cylindriques, coniques et elliptiques, la production d'autres pièces de forme complexe par filage peut ne pas être économique ou réalisable, et l'épaisseur de l'ébauche de filage ne peut pas être trop importante.
- La taille des lots pour le filage des métaux est quelque peu limitée ; les lots très grands ou très petits ne sont pas rentables. Les lots de taille moyenne à petite sont les plus avantageux, les lots de 50 à 5000 pièces étant les plus économiques. Lorsque la taille du lot est inférieure à 1000 pièces, les pièces repoussées sont moins chères que les pièces estampées, mais lorsque la taille du lot est supérieure à 1000 pièces, les pièces repoussées deviennent plus chères que les pièces estampées.
5.Applications du formage par filage
- Missiles, fusées, exploration spatiale
- Industrie aéronautique
- Production d'armes
- Industrie civile