|
Bride de fermeture standard de type A |
Standard Type B Closer Flange |
|---|---|
|
|
|


|
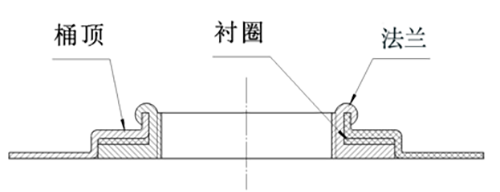
Construction à brides et verrouillage par le haut du baril |
|---|
|
|
|
Matières premières |
Produit fini |
|---|---|
|
|
|


|
Huiles précédemment utilisées |
Produits qualifiés |
Produits non qualifiés |
|---|---|---|
|
|
|
|


