|
Point d'application de l'agent de mise à disposition |
|---|
|
|
|
Ligne de production d'extrusion |
Billet |
Après le sciage à froid de la billette, appliquer de la poudre de talc et sécher. |
|---|---|---|
|
|
|
|



|
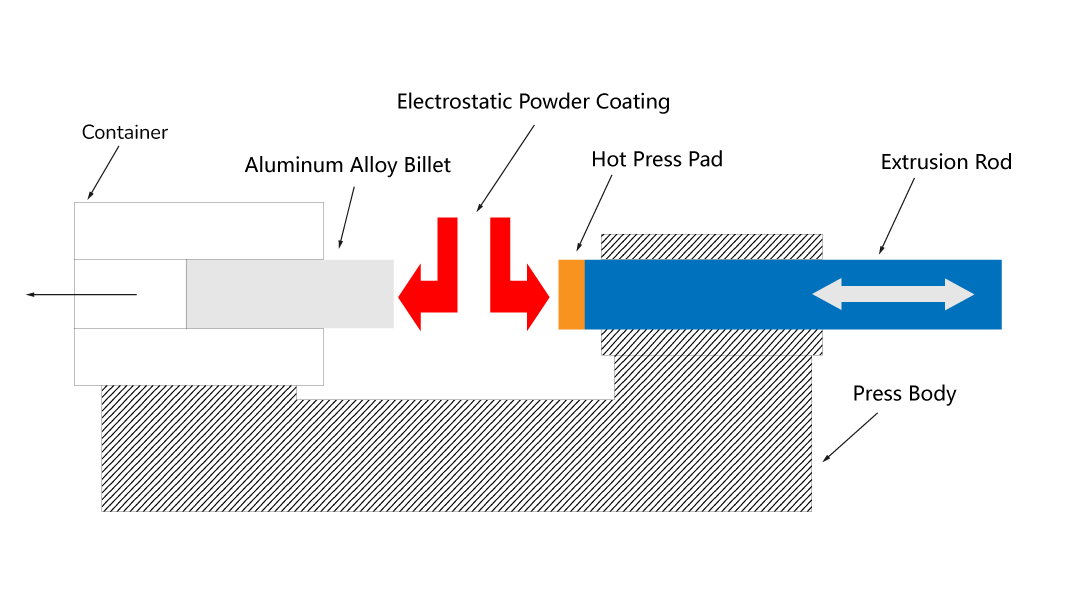
Presse à extrusion horizontale |
Filière d'extrusion |
Dispositif de refroidissement de sortie |
|---|---|---|
|
|
|
|



|
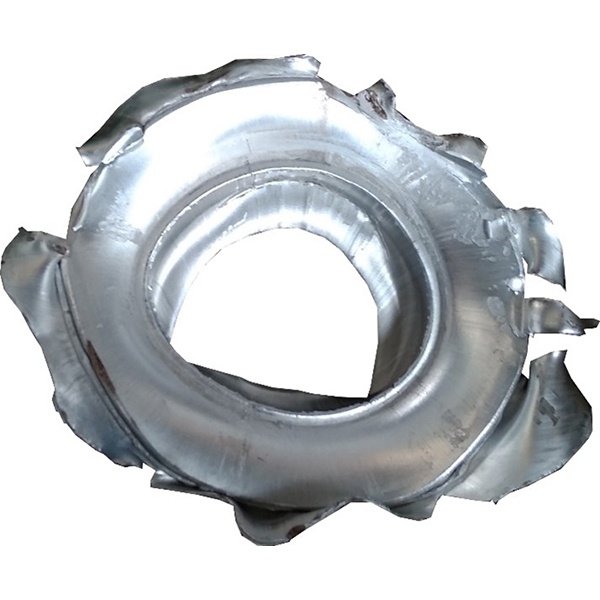
Adhésion de l'aluminium au tampon d'extrusion |
Adhésion de l'aluminium lors de la séparation de la ferraille |
|---|---|
|
|
|

|
Point d'application de l'agent de mise à disposition |
Séparation des ferrailles lisses |
|---|---|
|
|
|

