La lubrification et le refroidissement sont essentiels dans le processus de filature. Les lubrifiants couramment utilisés sont les suivants
Huile pour machine
Savon
Paraffine
Graisse
Huile mélangée
Huile soluble dans l'eau
Pulvérisations
Zinc gélifié
Disulfure de molybdène
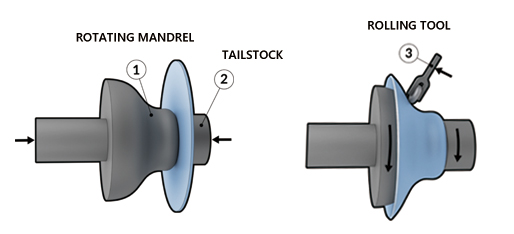
Dans le filage ordinaire, où le rouleau entre en contact avec la pièce de manière rotative, une lubrification fluide est généralement suffisante et les exigences en matière de lubrification ne sont pas très strictes. Cependant, en filature d'amincissement, des lubrifiants sont fréquemment utilisés pour réduire la résistance à la déformation et améliorer la qualité de la surface.
Points à noter
Lors de l'utilisation de lubrifiants fluides, le contact entre l'ébauche et le rouleau est roulant, ce qui facilite la pénétration du lubrifiant dans la surface de contact.
Plus la viscosité du lubrifiant est élevée, plus la vitesse de rotation du flan est élevée, plus le diamètre du rouleau est grand et plus la vitesse d'avance du rouleau et la pression d'essorage sont faibles, plus l'effet de lubrification est important.
Les lubrifiants doivent être appliqués uniformément afin d'éviter la formation de motifs de surface sur le produit.