|
Flangia di chiusura standard tipo A |
Flangia di chiusura standard tipo B |
|---|---|
|
|
|


|
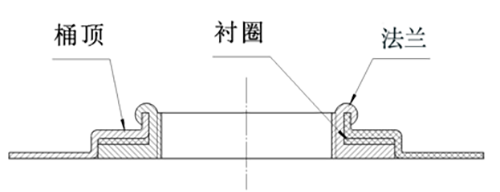
Struttura di bloccaggio della flangia e della parte superiore della canna |
|---|
|
|
|
Materie prime |
Prodotto finito |
|---|---|
|
|
|


|
Oli usati in precedenza |
Prodotti qualificati |
Prodotti non qualificati |
|---|---|---|
|
|
|
|


