1.Principles of Spinning Forming
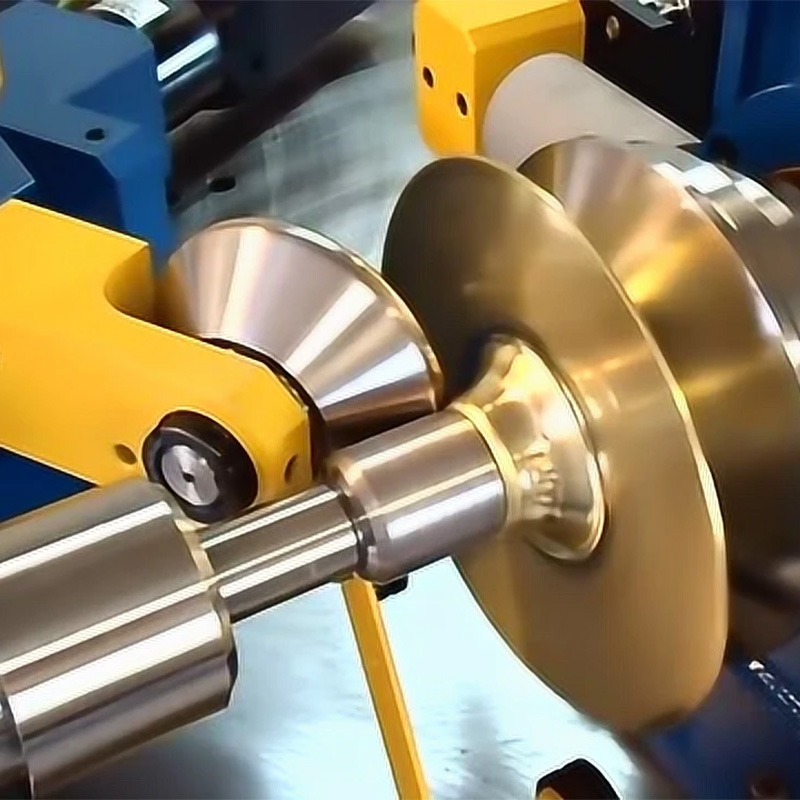
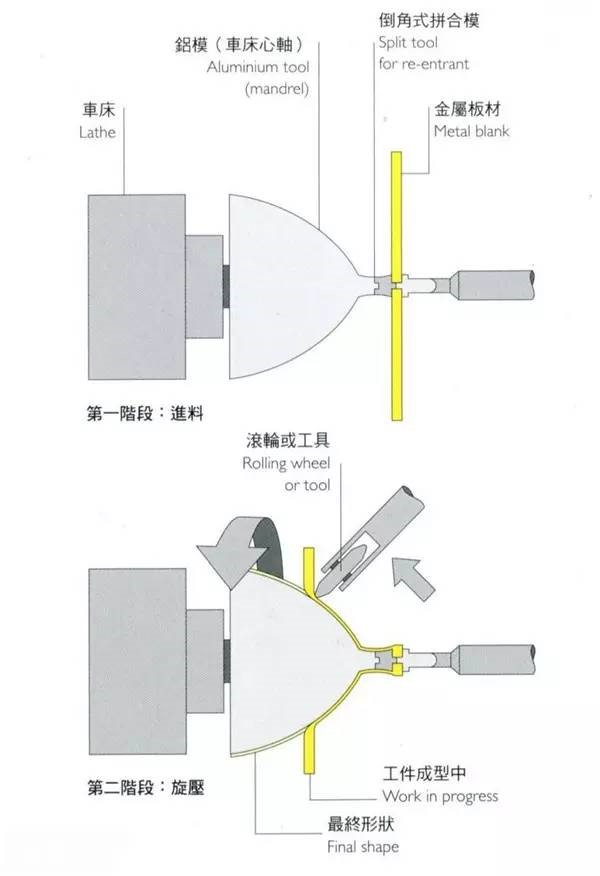
The metal spinning process involves placing a metal blank (tube blank) onto a mandrel, while a sheet blank is pressed against the end of the mandrel by the tailstock and rotates together with the mandrel on the spindle. Under the pressure of the spinning wheel, the metal is plastically deformed point by point into the required hollow rotational part.
schematic
Spinning Process Video
2.Classification of Spinning Forming
The metal spinning process integrates the characteristics of forging, extrusion, stretching, bending, ring rolling, cross rolling, and rolling when forming parts of different shapes. Based on the deformation characteristics of different blanks, it is generally classified into conventional spinning and power spinning.
- Conventional Spinning: This process changes the shape of the blank without significantly altering its wall thickness.
- Power Spinning: This process changes both the shape and the wall thickness of the blank.
Conventional spinning is limited to processing materials with good plasticity and thinner materials, where dimensional accuracy is challenging to control, requiring a high skill level from the operator. Compared to conventional spinning, power spinning does not cause shrinkage deformation in the flange part of the blank during processing, preventing wrinkling. The machine power of the spinning lathe is relatively high, capable of processing thicker materials, and the thickness of the part can be controlled more easily as it uniformly thins along the generatrix.
3.Advantages of Spinning Forming
- Good Metal Deformation Conditions: During spinning, the contact area between the spinning wheel and the metal is nearly point contact, leading to a small contact area and high unit pressure, reaching 2500~3500 MPa or more. This makes spinning suitable for processing high-strength, difficult-to-deform materials with relatively low total deformation force, significantly reducing power consumption. For parts of the same size, the tonnage of a spinning lathe is only about 1/20 of that of a press.
- Wide Range of Products: Depending on the capacity of the spinning machine, large-diameter thin-walled tubes, special tubes, variable cross-section tubes, and almost all hollow rotational parts with spherical, hemispherical, elliptical, conical, stepped, or varying wall thickness can be produced. Examples include rocket, missile, and satellite nose cones and shells; submarine penetration seals and torpedo shells; radar reflectors and searchlight housings; jet engine cowlings and prime mover components; hydraulic cylinders, compressor housings, and cylinders; turbine shafts, nozzles, TV cones, combustion chamber cones, and bellows; drums for dryers, mixers, and washers; shallow dish-shaped, hemispherical heads, milk cans, and hollow thin-walled household items.
- High Material Utilization and Low Production Costs: Compared to machining, spinning can save 20%~50% of material, up to 80%, reducing costs by 30%~70%.
- Improved Product Performance: The material's microstructure and mechanical properties change after spinning, with finer grain size and a fibrous structure. Tensile strength, yield strength, and hardness all increase, with strength improving by 60%~90%, while elongation decreases.
- Low Surface Roughness and Tight Dimensional Tolerances: The surface roughness of spun products generally ranges from 3.21.6μm, with the best being 0.40.2μm. After multiple spinning processes, roughness can reach 0.1μm.
- Seamless Rotational Hollow Parts: Spinning allows the production of seamless rotational hollow parts, eliminating the discontinuities, reduced strength, brittleness, and tensile stress concentration associated with welding.
- Simplified Equipment Compared to Sheet Stamping: Metal spinning can significantly simplify the equipment used in the process. Some parts that require 6~7 stamping processes can be produced with a single spinning operation, and spinning lathes are cheaper than stamping presses.
- Production of Extra-Wide Sheets: Spinning allows the production of extra-wide sheets by cutting and flattening cylindrical parts along the generatrix. For example, in China, a spinning lathe capable of spinning φ2m cylindrical parts is not a large device, yet it can easily produce 6m-wide sheets. In contrast, traditional rolling methods require a significantly larger mill to produce 3m-wide sheets. The U.S. has used spinning technology to produce sheets up to 7.5m wide and 9m long.
- Defect Exposure: During the spinning process, defects such as inclusions, laminations, cracks, and sand holes in the blank are easily exposed due to the point-by-point deformation, allowing the spinning process to also serve as a product inspection method.
- Wide Range of Blank Sources: Hollow stamped parts, extrusions, castings, welded parts, machined forgings, and rolled parts, as well as round plates, can all be used as blanks for spinning. It is also possible to spin hard-to-deform metals like titanium, molybdenum, tungsten, tantalum, niobium, and their alloys.
4.Disadvantages of Spinning Forming
- Except for thin-walled rotational parts like cylindrical, conical, and elliptical parts, producing other complex-shaped parts using spinning may not be economical or feasible, and the thickness of the spinning blank cannot be too large.
- The batch size for metal spinning is somewhat limited; very large or very small batches are not cost-effective. Medium to small batches are most advantageous, with batch sizes of 50~5000 parts being the most economical. When the batch size is below 1000, spinning parts are cheaper than stamped parts, but when the batch size exceeds 1000, spinning parts become more expensive than stamped parts.
5.Applications of Spinning Forming
- Missiles, rockets, space exploration
- Aviation industry
- Weapons production
- Civilian industry