|
Standard Type A Closer Flange |
Standard Type B Closer Flange |
|---|---|
|
|
|


|
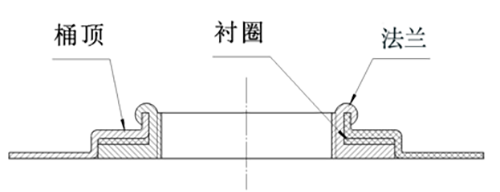
Flange and Barrel Top Locking Construction |
|---|
|
|
|
Raw Materials |
Finished Product |
|---|---|
|
|
|


|
Previously Used Oils |
Qualified Products |
Unqualified Products |
|---|---|---|
|
|
|
|


