|
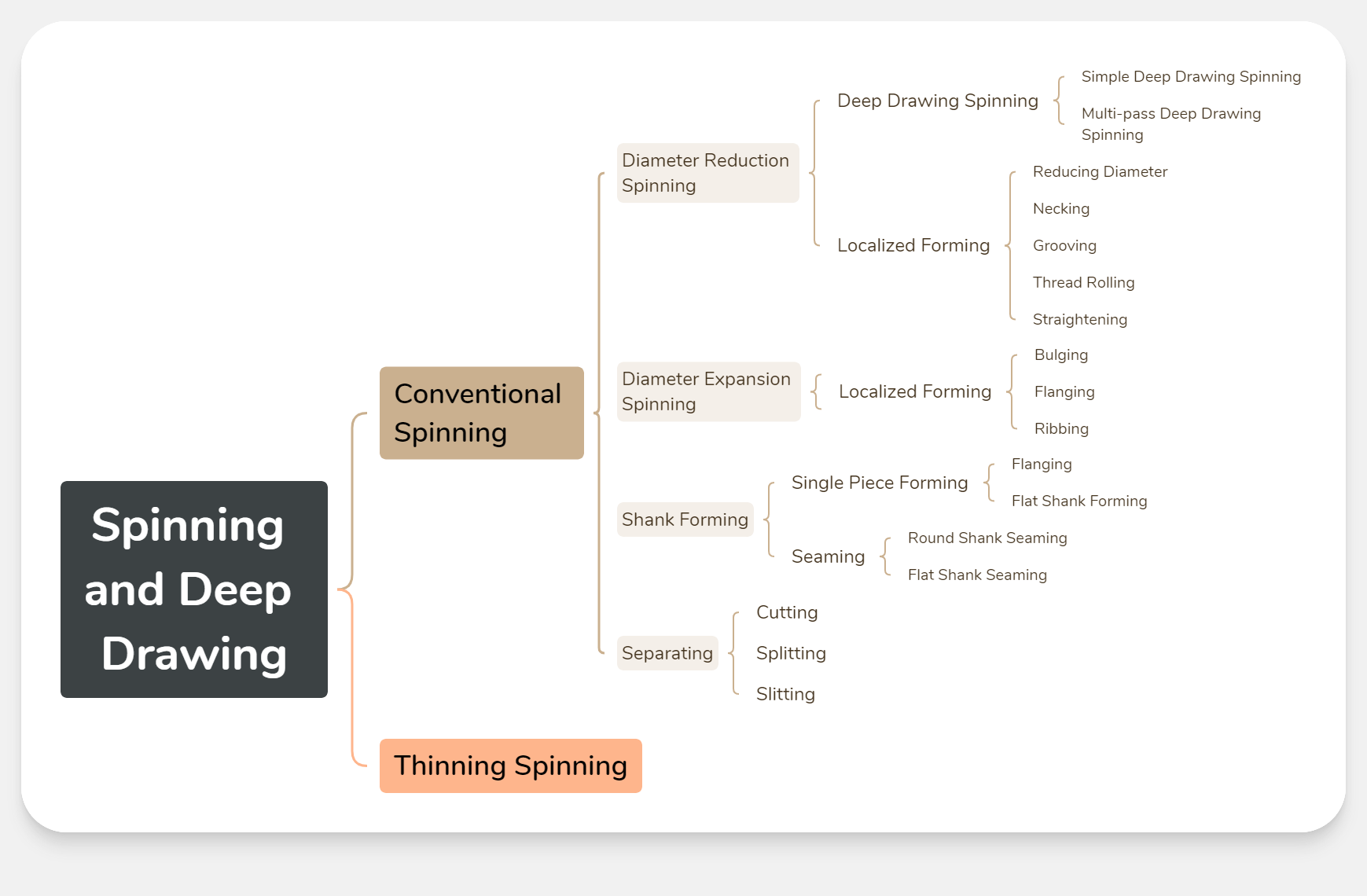
Classified by Process |
|---|
|
|
|
Some Spinning Process Products |
|---|
|
|

|
CNC Spinning Machine |
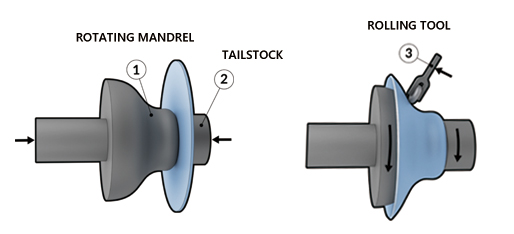
Spinning Process Diagram |
|---|---|
|
|
|