|
Flange de fecho standard tipo A |
Flange de fecho standard tipo B |
|---|---|
|
|
|


|
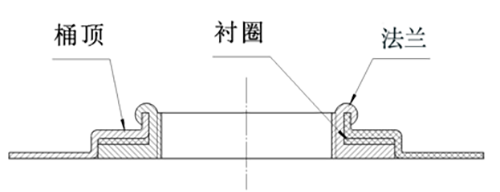
Construção com flange e bloqueio no topo do tambor |
|---|
|
|
|
Matérias-primas |
Produto acabado |
|---|---|
|
|
|


|
Óleos usados anteriormente |
Produtos qualificados |
Produtos não qualificados |
|---|---|---|
|
|
|
|


