|
Ponto de aplicação do agente de liberação |
|---|
|
|
|
Linha de produção de extrusão |
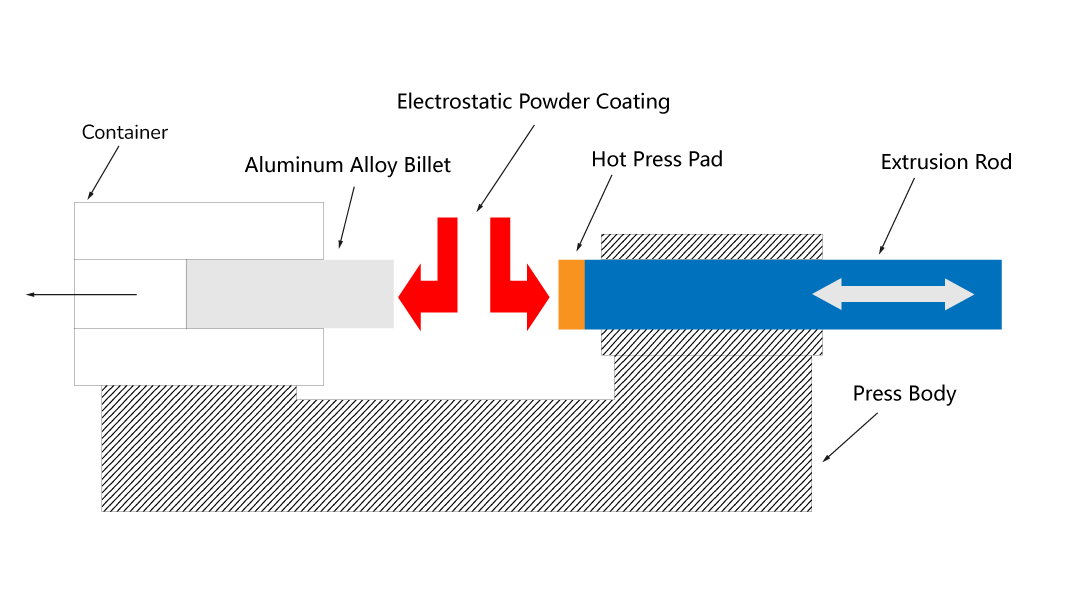
Billet |
Depois de serrar a frio o tarugo, aplicar talco e secar |
|---|---|---|
|
|
|
|



|
Prensa de extrusão horizontal |
Matriz de extrusão |
Dispositivo de arrefecimento de saída |
|---|---|---|
|
|
|
|



|
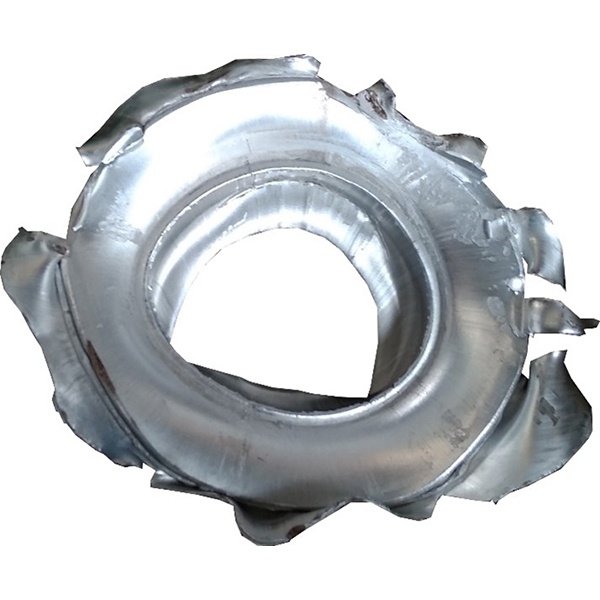
Alumínio colado à almofada de extrusão |
Alumínio colado durante a separação de sucata |
|---|---|
|
|
|

|
Ponto de aplicação do agente de liberação |
Separação suave de sucata |
|---|---|
|
|
|

