|
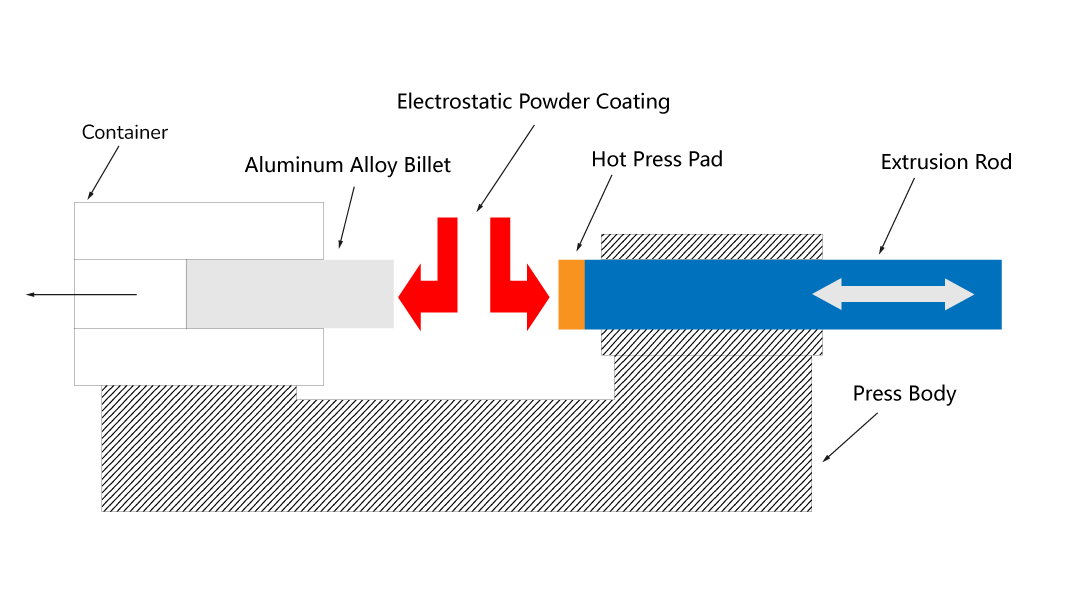
Точка приложения агента выпуска |
|---|
|
|
|
Линия экструзионного производства |
Billet |
После холодной распиловки заготовки нанесите порошок талька и высушите |
|---|---|---|
|
|
|
|



|
Горизонтальный экструзионный пресс |
Экструзионный штамп |
Выходное охлаждающее устройство |
|---|---|---|
|
|
|
|



|
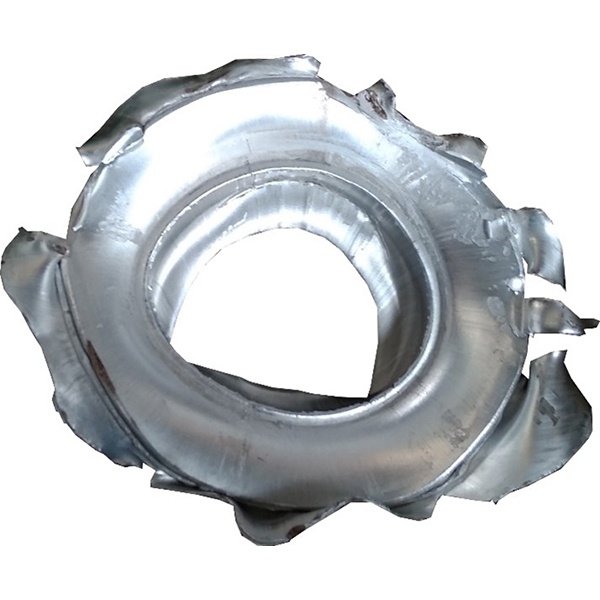
Прилипание алюминия к экструзионной панели |
Налипание алюминия при разделении лома |
|---|---|
|
|
|

|
Точка приложения агента выпуска |
Гладкая сепарация лома |
|---|---|
|
|
|

