Смазка и охлаждение имеют решающее значение в процессе прядения. Обычно используются такие смазочные материалы, как:
Машинное масло
Мыло
Парафин
Смазка
Смешанное масло
Водорастворимое масло
Спреи
Гелированный цинк
Дисульфид молибдена
При обычном прядении, когда валик вращательно соприкасается с заготовкой, обычно достаточно смазки жидкостью, и требования к смазке не являются жесткими. Однако в тонкосуконном прядении смазочные материалы часто используются для снижения сопротивления деформации и улучшения качества поверхности.
Внимание
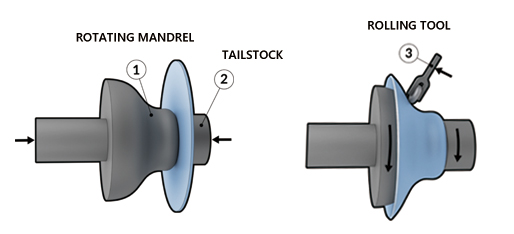
При использовании жидких смазок контакт между заготовкой и роликом происходит по качению, что облегчает попадание смазки на контактную поверхность.
Чем выше вязкость смазки, чем выше скорость вращения заготовки, чем больше диаметр ролика, чем меньше скорость подачи ролика и давление отжима, тем лучше эффект смазки.
Смазочные материалы следует наносить равномерно, чтобы избежать появления узоров на поверхности изделия.