1.Принципы формования спиннингов
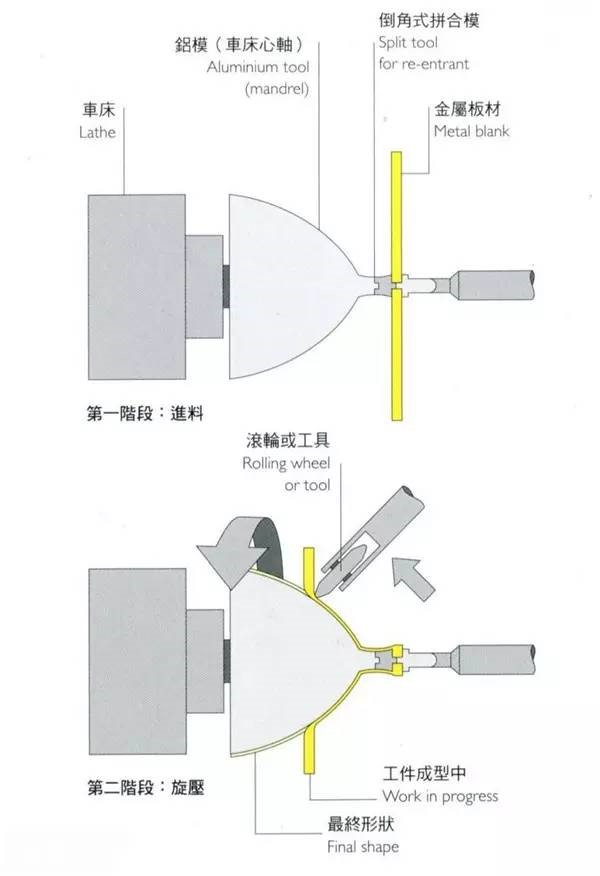
В процессе прядения металла металлическая заготовка (трубная заготовка) помещается на оправку, а листовая заготовка прижимается к концу оправки задней бабкой и вращается вместе с оправкой на шпинделе. Под давлением прядильного колеса металл пластически деформируется точка за точкой, превращаясь в требуемую полую вращающуюся деталь.
схема
Видео процесса прядения
2.Классификация прядильного формования
Процесс прядения металла объединяет характеристики ковки, экструзии, растяжения, гибки, кольцевой прокатки, поперечной прокатки и прокатки при формировании деталей различной формы. Исходя из характеристик деформации различных заготовок, его принято классифицировать на обычное прядение и силовое прядение.
- Традиционное прядение: Этот процесс изменяет форму заготовки без существенного изменения толщины ее стенок.
- Power Spinning: Этот процесс изменяет как форму, так и толщину стенок заготовки.
Традиционное прядение ограничивается обработкой материалов с хорошей пластичностью и тонких материалов, где точность размеров сложно контролировать, что требует от оператора высокой квалификации. По сравнению с обычным прядением, силовое прядение не вызывает усадочных деформаций во фланцевой части заготовки во время обработки, предотвращая образование морщин. Мощность токарно-винторезного станка относительно высока, что позволяет обрабатывать более толстые материалы, а толщина детали легче контролируется, поскольку она равномерно утоняется вдоль генераторной матрицы.
3.Преимущества спиннинговой формовки
- Хорошие условия деформации металла: Во время прядения зона контакта между прядильным колесом и металлом почти точечная, что приводит к малой площади контакта и высокому удельному давлению, достигающему 2500~3500 МПа и более. Это делает прядение пригодным для обработки высокопрочных, труднодеформируемых материалов с относительно небольшим общим усилием деформации, что значительно снижает потребление электроэнергии. Для деталей одинакового размера тоннаж токарно-винторезного станка составляет всего 1/20 от тоннажа пресса.
- Широкий ассортимент продукции: В зависимости от производительности прядильной машины можно производить тонкостенные трубы большого диаметра, специальные трубы, трубы переменного сечения и практически все полые детали вращения со сферической, полусферической, эллиптической, конической, ступенчатой или переменной толщиной стенки. В качестве примера можно привести носовые конусы и корпуса ракет, ракет и спутников; пробочные уплотнения и корпуса торпед для подводных лодок; отражатели радаров и корпуса прожекторов; кожухи реактивных двигателей и детали тяговых двигателей; гидравлические цилиндры, корпуса компрессоров и цилиндры; валы турбин, сопла, конусы телевизоров, конусы камер сгорания и сильфоны; барабаны для сушилок, миксеров и стиральных машин; полусферические головки в форме мелких блюд, молочные бидоны и полые тонкостенные предметы быта.
- Высокое использование материала и низкие производственные затраты: По сравнению с механической обработкой, прядение позволяет сэкономить 20%~50% материала, до 80%, снижая затраты на 30%~70%.
- Улучшенные характеристики продукта: Микроструктура и механические свойства материала изменяются после прядения: размер зерна становится более мелким, а структура - волокнистой. Прочность на разрыв, предел текучести и твердость увеличиваются, причем прочность повышается на 60%~90%, а удлинение уменьшается.
- Низкая шероховатость поверхности и жесткие допуски на размеры: Шероховатость поверхности прядильных изделий обычно составляет 3,21,6 мкм, а наилучший показатель - 0,40,2 мкм. После многократных процессов прядения шероховатость может достигать 0,1 мкм.
- Бесшовные вращающиеся полые детали: Спиннинг позволяет производить бесшовные вращающиеся полые детали, исключая разрывы, снижение прочности, хрупкость и концентрацию растягивающих напряжений, связанных со сваркой.
- Упрощенное оборудование по сравнению с листовой штамповкой: Кручение металла позволяет значительно упростить оборудование, используемое в процессе производства. Некоторые детали, требующие 6-7 процессов штамповки, могут быть изготовлены за одну операцию вращения, а токарные станки дешевле штамповочных прессов.
- Производство сверхшироких листов: Прядение позволяет производить сверхширокие листы путем разрезания и сплющивания цилиндрических частей вдоль генераторной матрицы. Например, в Китае токарный станок, способный вращать цилиндрические детали диаметром φ2 м, не является большим устройством, однако он может легко производить листы шириной 6 м. В отличие от этого, традиционные методы прокатки требуют значительно большего стана для производства листов шириной 3 м. В США с помощью прядильной технологии производятся листы шириной до 7,5 м и длиной до 9 м.
- Выявление дефектов: В процессе прядения такие дефекты, как включения, расслоения, трещины и песчаные отверстия в заготовке, легко выявляются благодаря точечной деформации, что позволяет процессу прядения также служить методом контроля продукции.
- Широкий выбор заготовок: В качестве заготовок для спиннинга могут использоваться полые штампованные детали, экструзии, отливки, сварные детали, обработанные поковки, прокатные детали, а также круглые пластины. Также можно вращать труднодеформируемые металлы, такие как титан, молибден, вольфрам, тантал, ниобий и их сплавы.
4.Недостатки прядильной формовки
- За исключением тонкостенных деталей вращения, таких как цилиндрические, конические и эллиптические детали, производство других деталей сложной формы с помощью прядения может быть неэкономичным или нецелесообразным, а толщина заготовки для прядения не может быть слишком большой.
- Размер партии при прядении металла несколько ограничен; очень большие или очень маленькие партии нерентабельны. Наиболее выгодны средние и малые партии, при этом партии в 50-5000 деталей являются наиболее экономичными. Когда размер партии меньше 1000, прядильные детали дешевле штампованных, но когда размер партии превышает 1000, прядильные детали становятся дороже штампованных.
5.Применение прядильной формовки
- Ракеты, ракеты, освоение космоса
- Авиационная промышленность
- Производство оружия
- Гражданская промышленность